
Automatic quality control of radar antennas
Automatic quality control of radar antennas
The Swiss manufacturer of radar antennas faced several
Key quality issues:
1. High complexity of the product
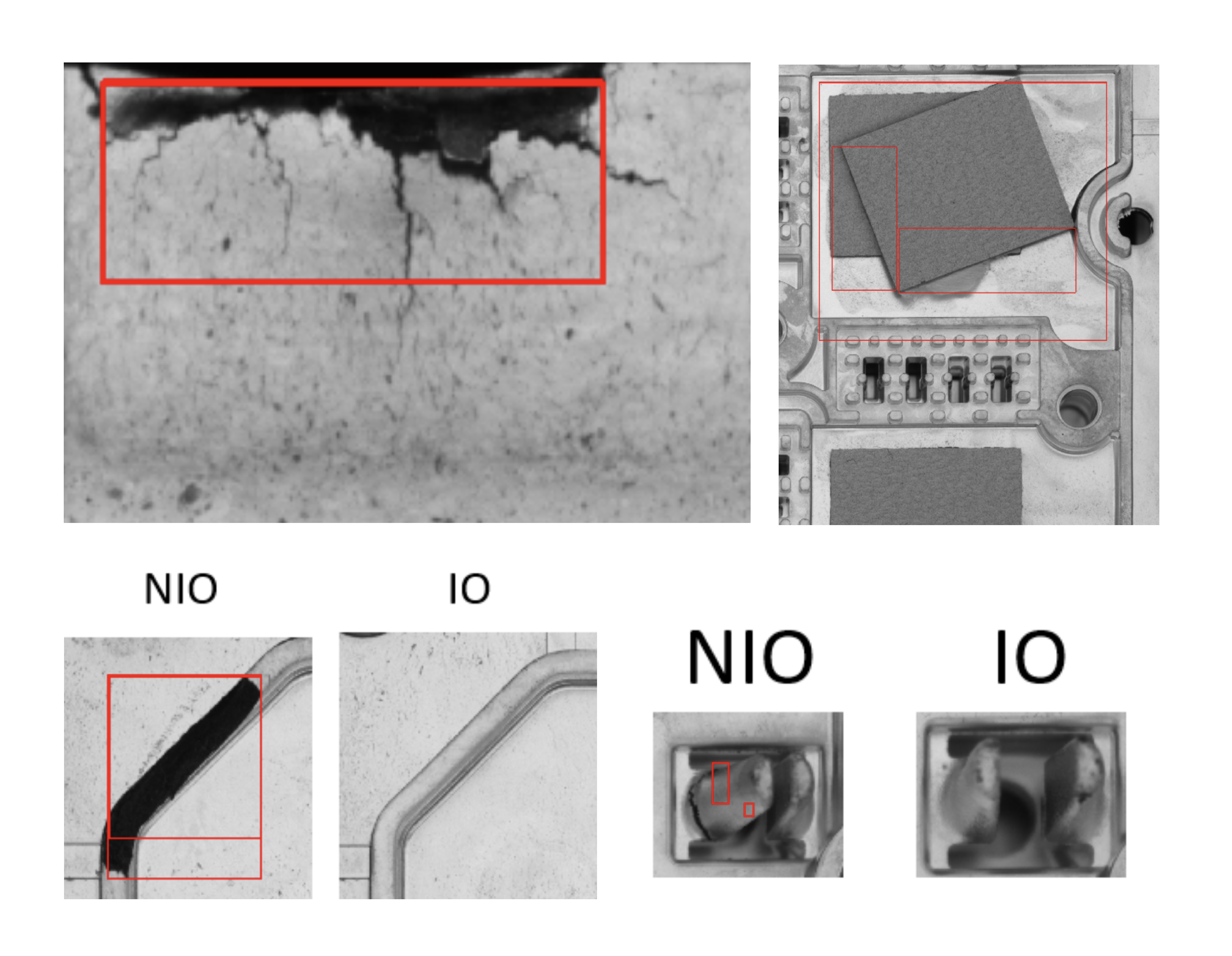
Antennae should be checked on each of the six sides, which may differ from each other visually. Each of the antennas is assembled from four separate parts into a whole, so that irregularities can appear on the lateral surfaces (you can see the joining of layers).
Each of the antennas must also be evenly covered with a layer of gilding. Checking the surface quality for critical elements comes down to looking for defects as small as 0.5mm, which are easily overlooked by the human eye.
We are talking about microdamages, scratches, cracks, burns, missing materials, appearing on any of the possible surfaces, including convex paths. In addition, in the process, so-called “pads” are added, glued on the upper surface of the antennas, the correctness of the gluing of which must also be checked.

2. Risk of passing defects
Defects such as lack of pads, damaged tracks or micro-damage to the surface could lead to failure of the final product. Any of the aforementioned defects may result in incorrect operation of the antenna in the product at the end customer, which in turn translates into an increased number of complaints and financial losses.
3. Lack of consistency and repeatability of controls
Checking defects at the customer was already done after the entire production — as a result, the quality control lady had to shift hundreds or thousands of pieces at a time during the shift. The check did not take place on an ongoing basis during only after. As a result, many defects were omitted or marked as “this is still ok”, where in fact it was already a real defect.
From our perspective, the customer's problem was precisely this - the lack of control during the actual production, it was enough that one of the machines in the process calibrated, no one noticed (because no one checked it) and the whole batch or most of it went with a similar defect. And no one wants to throw away hundreds of plays that have already been made and have exactly the same error.
And here is a gigantic progress for them - control from the slot machine on our side and they are already able to eliminate problems that regularly recur in real time. And after the fact, there was little they could do.
4. Integration with production line
The control system had to be fully integrated with the adjacent machines (SMEMA standard, communication with the ASYS server) and could not be an element limiting the bandwidth of the line. The required clock speed was 15 seconds per piece, while the implemented solution achieved real performance of about 8 seconds per piece. The system was therefore not a limiting factor in the process and provided a significant margin of efficiency to further increase the rate of production.


5. Our solution
In response to the above problems, we have implemented automated vision system for antenna quality control, the key elements of which are:
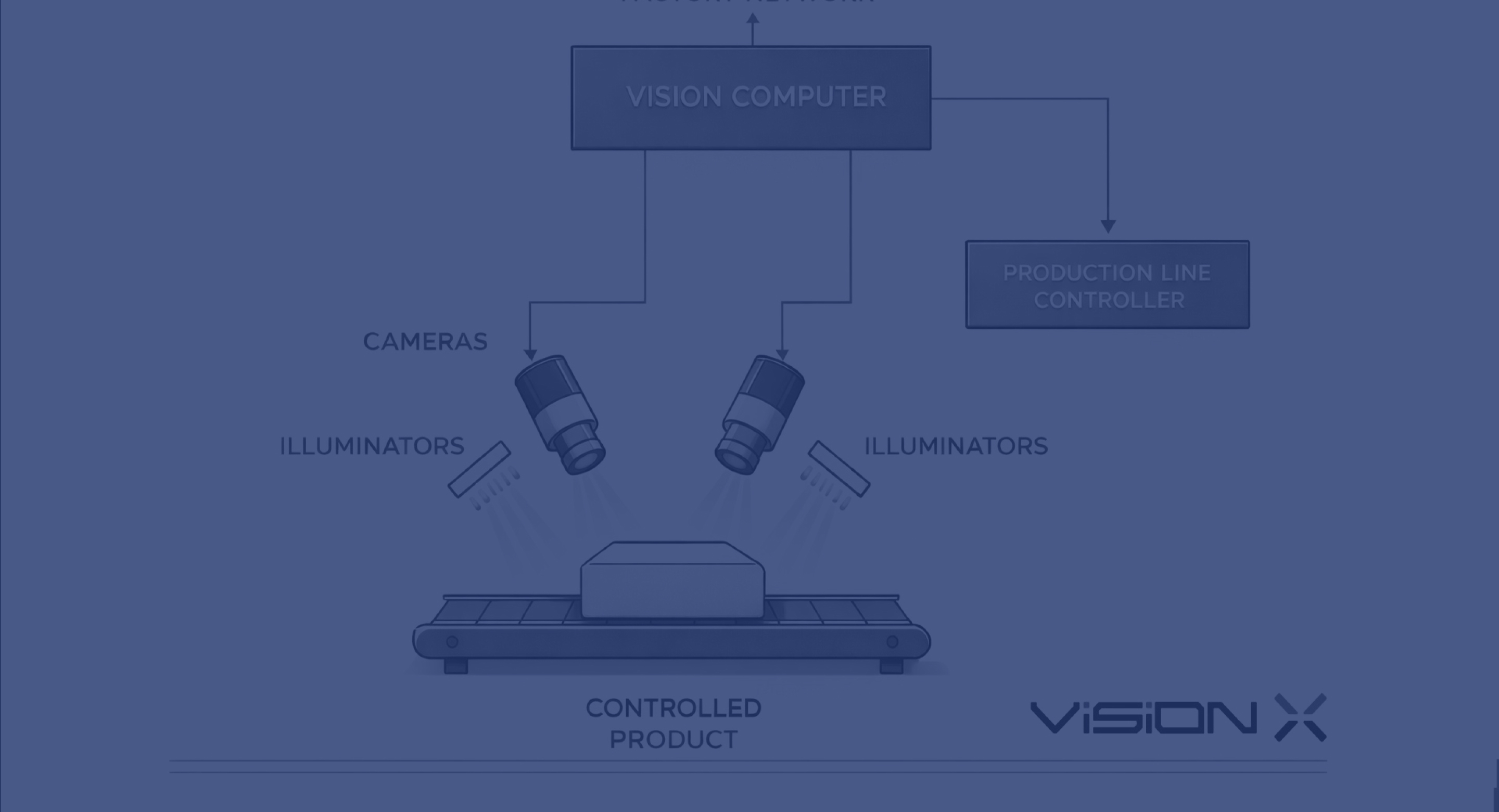
a) Technical architecture
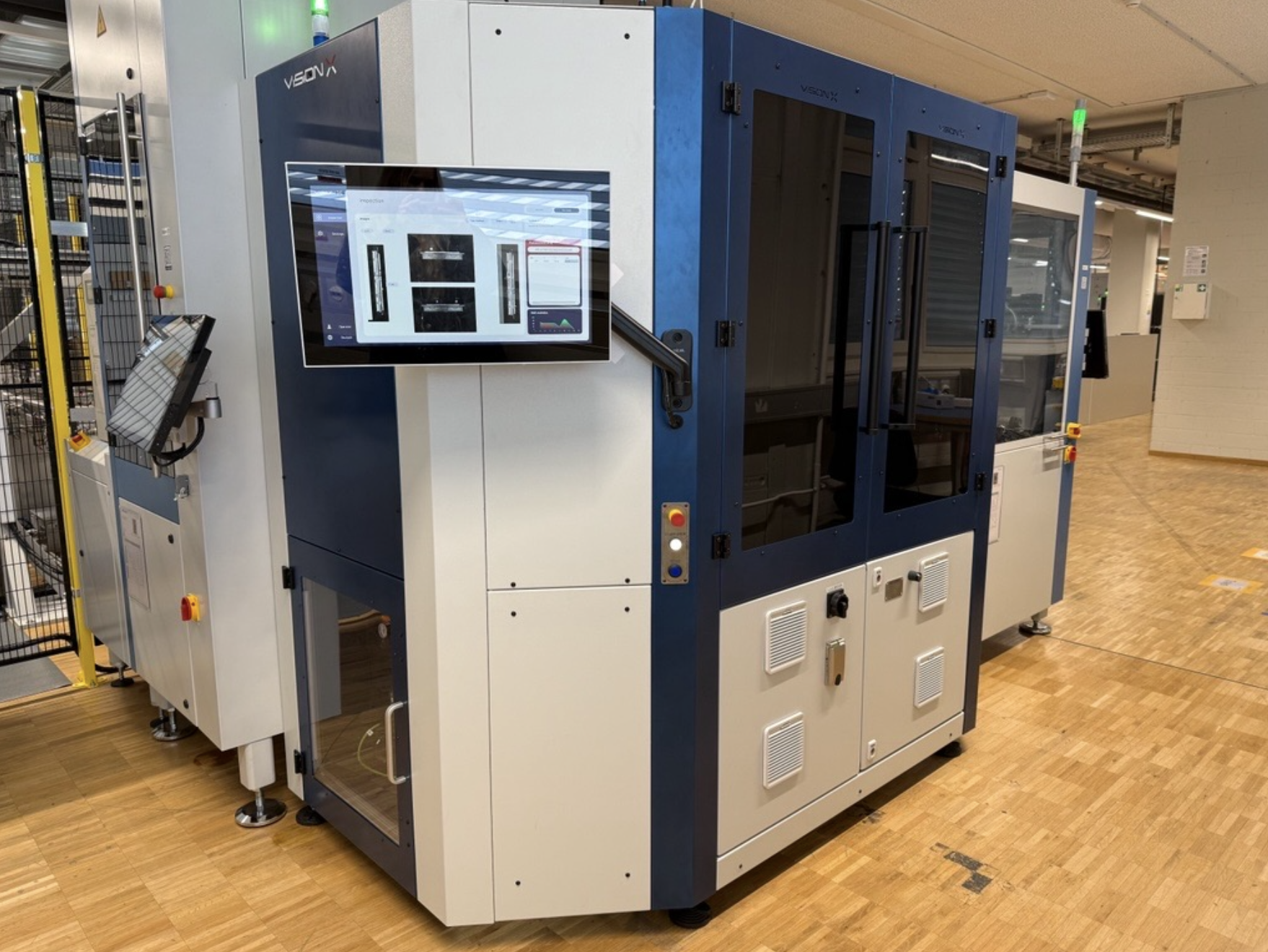
- 8 industrial cameras:
- 6 linear cameras (linescan) for inspection of side, bottom and top surfaces,
- 2 cameras (zone) (areascan) to control the front and rear of the antenna.
- Dedicated lighting for each camera (except the upper ones, sharing a single light source).
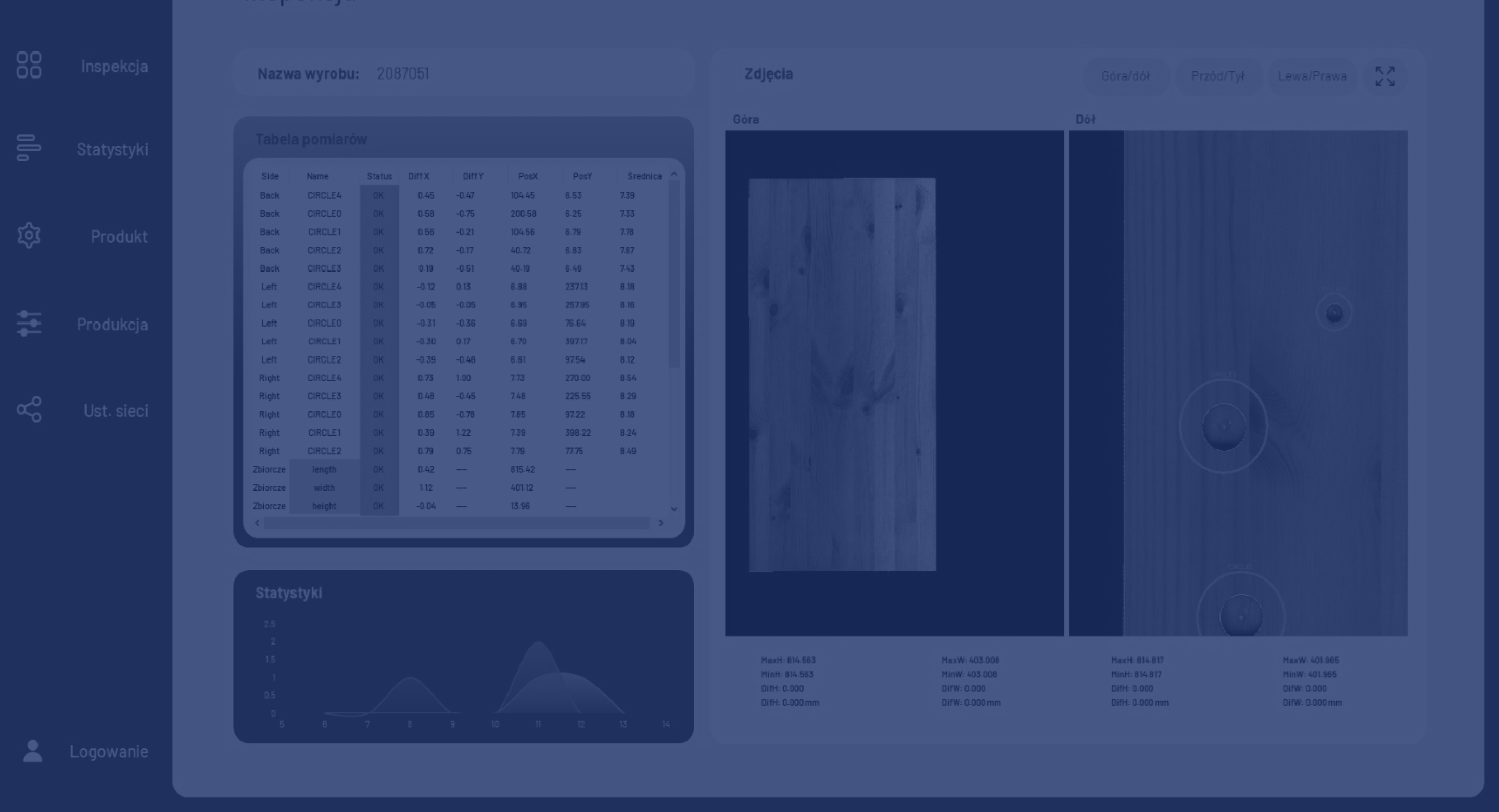
- Touch panel with a full range of functionalities designed to control the system: display of current results, instructions, daily and shift statistics, functions of manual control of automation
b) Automation of the control process
- Full Inspection during the transportation of the product between three conveyors and two grippers (pneumatic + servo driven).
- No need to stop the product for inspection - the inspection takes place “on the go”.
- Fail-safe and signal integration between adjacent stations
c) Vision software
- Defect detection based on:
- contrast of the brightness of the pixels,
- edge detection algorithms
- Pixel Counting Algorithms
- Ability:
- define the minimum allowable size of the defect,
- enable/disable controls for selected surfaces,
- separate threshold configuration for each camera.
d) Integration and reporting
- Assign IO/NIO status to each product.
- Reading the Data Matrix code and linking it to the inspection result.
- Change statistics, daily statistics and OEE indicators (availability, performance, quality).
- Photo archiving (up to 7 days) with defect marking.
6. Effects:
Automatic quality control is one of our core applications. The system checks each antenna separately, without skipping plays. After implementation, the customer assessed the effectiveness of the classification — both OK and NOK products — as 100% according to your own quality criteria. In each detection system we assume a minimum margin of error of 99,9%.
- elimination of human errors in visual inspection,
- early detection of manufacturing defects,
- permanent IO/NIO quality criteria,
- full traceability of the product and quality data,
- improvement of indicators of quality and stability of the process.
See other articles


.avif)

.png)