
Automatyczna kontrola jakości anten radarowych
Automatyczna kontrola jakości anten radarowych
Szwajcarski producent anten radarowych stanął przed kilkoma
kluczowymi problemami jakościowymi:
1. Wysoka złożoność produktu
Anteny należy sprawdzać na każdej z sześciu stron, które mogą różnić się między sobą wizualnie. Każda z anten złożona jest z czterech osobnych części w całość, sprawiając, że na bocznych powierzchniach mogą pojawiać się nieregularności (widać łączenia warstw).
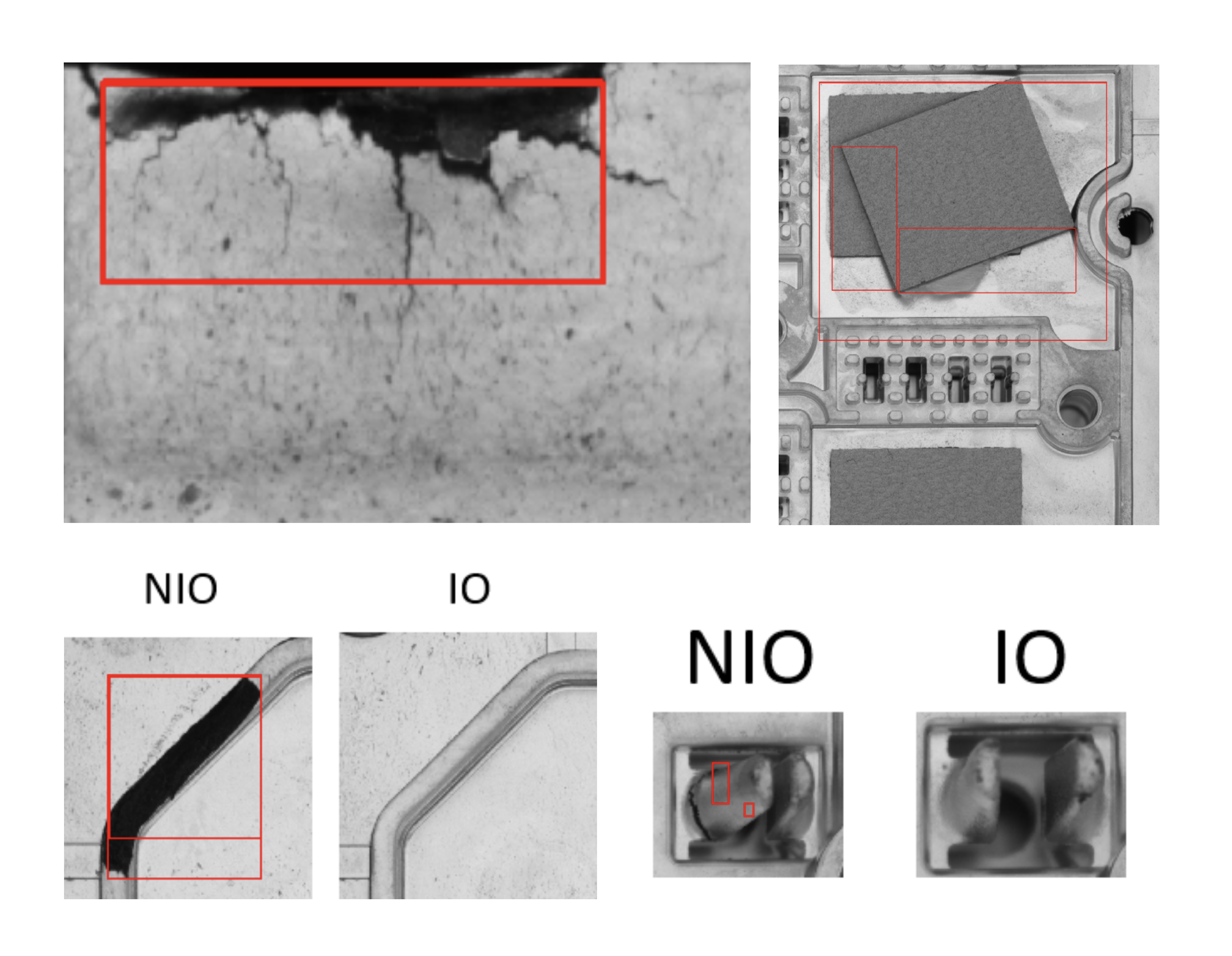
Każda z anten musi być także równomiernie pokryta warstwą pozłacającą. Sprawdzanie jakości powierzchni pod kątem elementów krytycznych sprowadza się do szukania wad o wielkości od 0.5mm, które są łatwo pomijalne dla ludzkiego oka.
Mowa tu o mikrouszkodzeniach, zarysowaniach, pęknięciach, przypaleniach, brakach materiałów, pojawiąjących się na każdej z możliwych powierzchni, także wypukłych ścieżkach. Dodatkowo w procesie dokładane są tzw. “pady”, naklejane na górnej powierzchni anten, których poprawność naklejenia także należy sprawdzić.

2. Ryzyko przepuszczenia defektów
Defekty takie jak brak padów, uszkodzone ścieżki czy mikrouszkodzenia powierzchni mogły prowadzić do awarii produktu końcowego. Każda z wyżej wymienionych wad może skutkować niepoprawnym działaniem anteny w produkcie u klienta końcowego, co z kolei przekłada się na zwiększoną ilość reklamacji i strat finansowych.
3. Brak spójności i powtarzalności kontroli
Sprawdzanie wad u klienta odbywało się już po całej produkcji – w efekcie czego pani kontrolująca jakość miała podczas zmiany do przerzucenia setki lub tysiące sztuk na raz. Kontrola nie odbywała się na bieżąco w trakcie tylko już po. W efekcie czego dużo wad było pomijanych lub oznaczanych jako “to jeszcze jest ok”, gdzie w rzeczywistości było już realnym defektem.
Z naszej perspektywy problem klienta właśnie na tym polegał - brak kontroli w trakcie rzeczywistej produkcji, wystarczyło, że jedna z maszyn w procesie się rozkalibrowała, nikt tego nie zauważył (bo nikt tego nie sprawdzał) i cała partia lub jej większość szła z podobnym defektem. A nikt nie chce wyrzucać setek sztuk, które już zostały zrobione i mają dokładnie ten sam błąd.
I tu jest gigantyczny progres dla nich – kontrola z automatu po naszej stronie i są już w stanie eliminować problemy, które regularnie się powtarzają w czasie rzeczywistym. A po fakcie niewiele już mogli zrobić.
4. Integracja z linią produkcyjną
System kontroli musiał być w pełni zintegrowany z sąsiednimi maszynami (standard SMEMA, komunikacja z serwerem ASYS) oraz nie mógł stanowić elementu ograniczającego przepustowość linii. Wymagany takt wynosił 15 sekund na sztukę, podczas gdy wdrożone rozwiązanie osiągało rzeczywistą wydajność na poziomie około 8 sekund na sztukę. System nie był więc czynnikiem limitującym proces i zapewniał znaczący zapas wydajności, umożliwiający dalsze zwiększanie tempa produkcji.


5. Nasze rozwiązanie
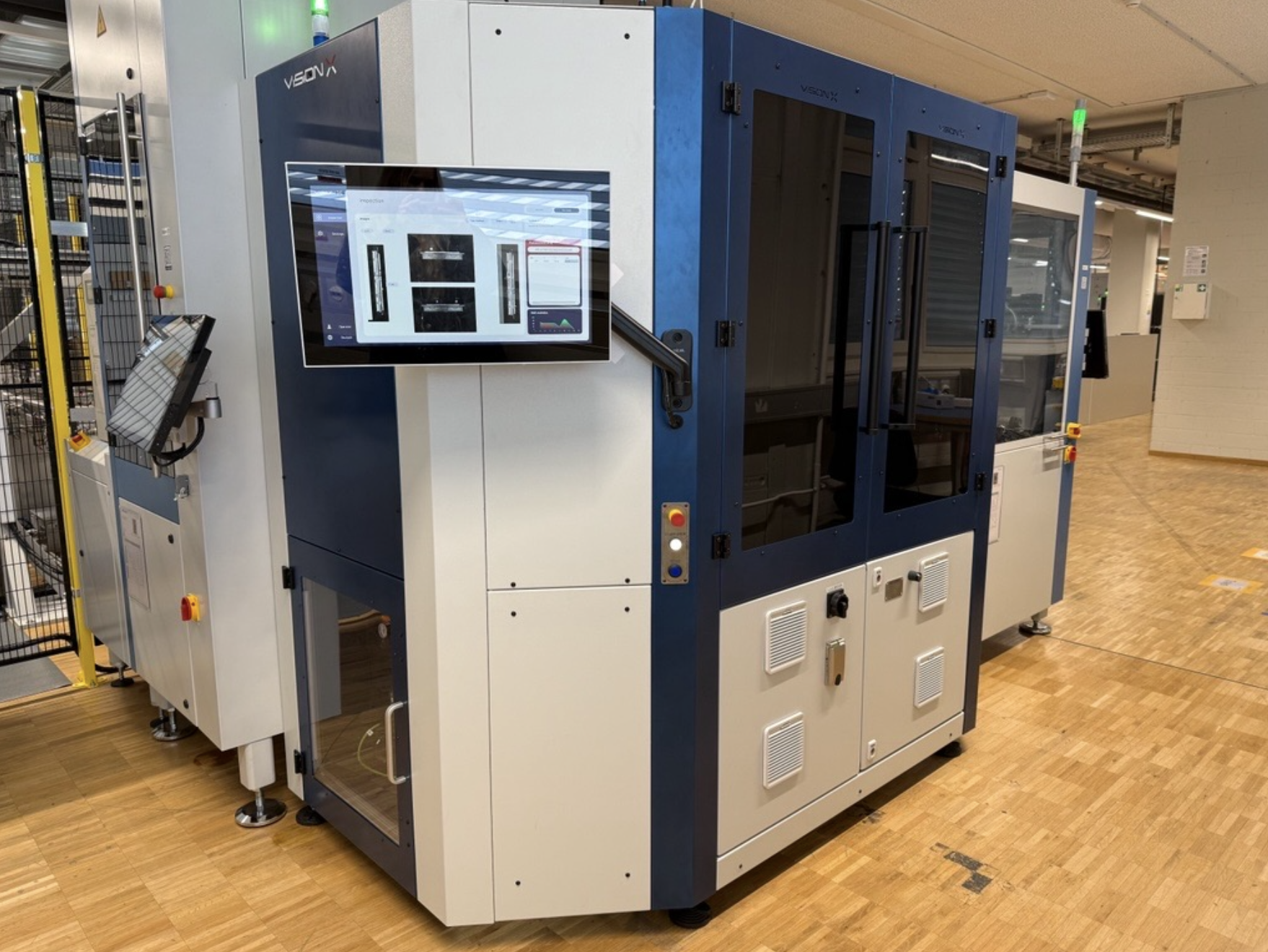
W odpowiedzi na powyższe problemy wdrożyliśmy zautomatyzowany system wizyjny do kontroli jakości anten, którego kluczowe elementy to:
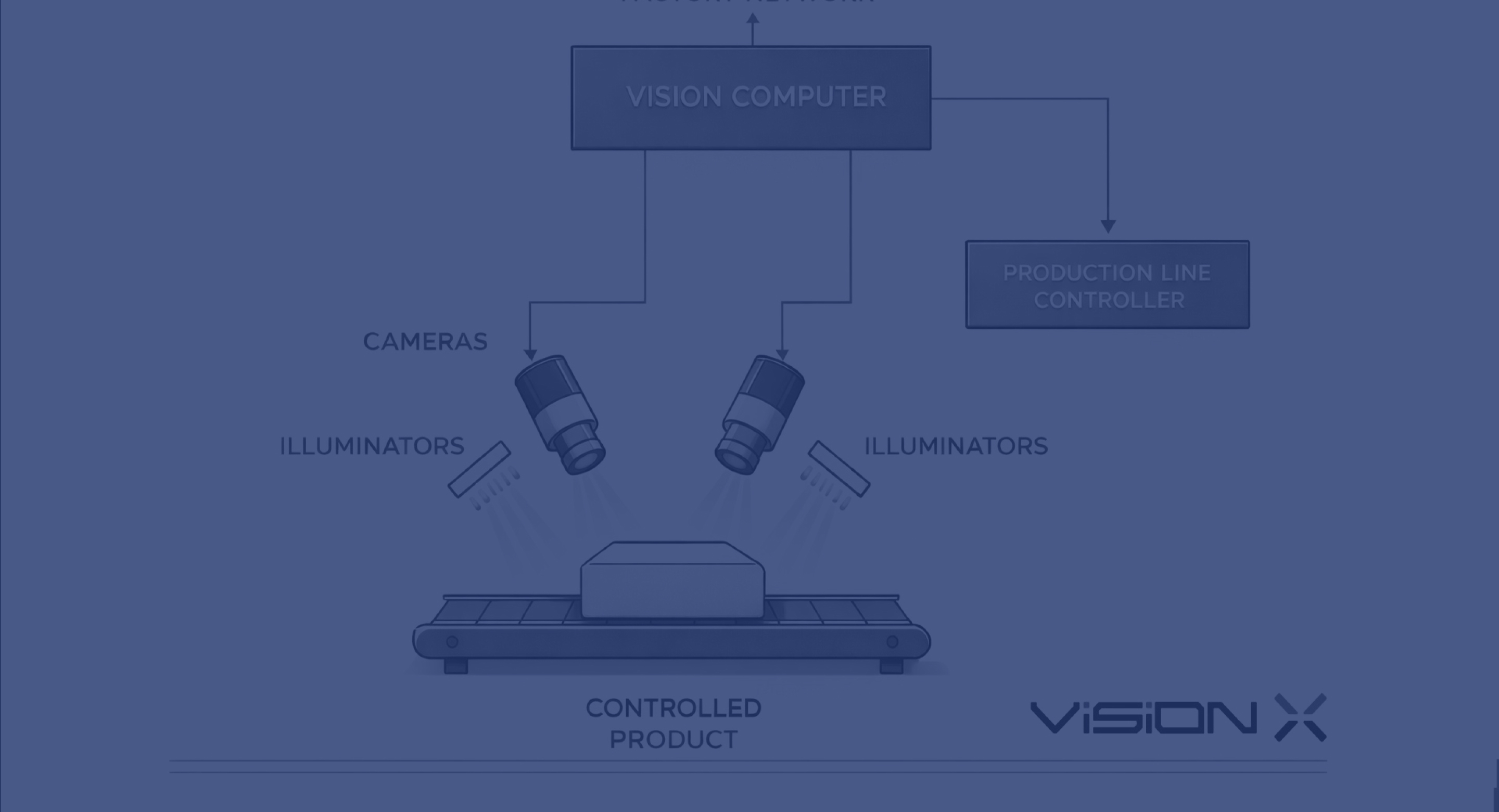
a) Architektura techniczna
- 8 kamer przemysłowych:
- 6 kamer liniowych (linescan) do kontroli powierzchni bocznych, dolnych i górnych,
- 2 kamery (strefowe) (areascan) do kontroli przodu i tyłu anteny.
- Dedykowane oświetlenie dla każdej kamery (z wyjątkiem górnych, współdzielących jedno źródło światła).
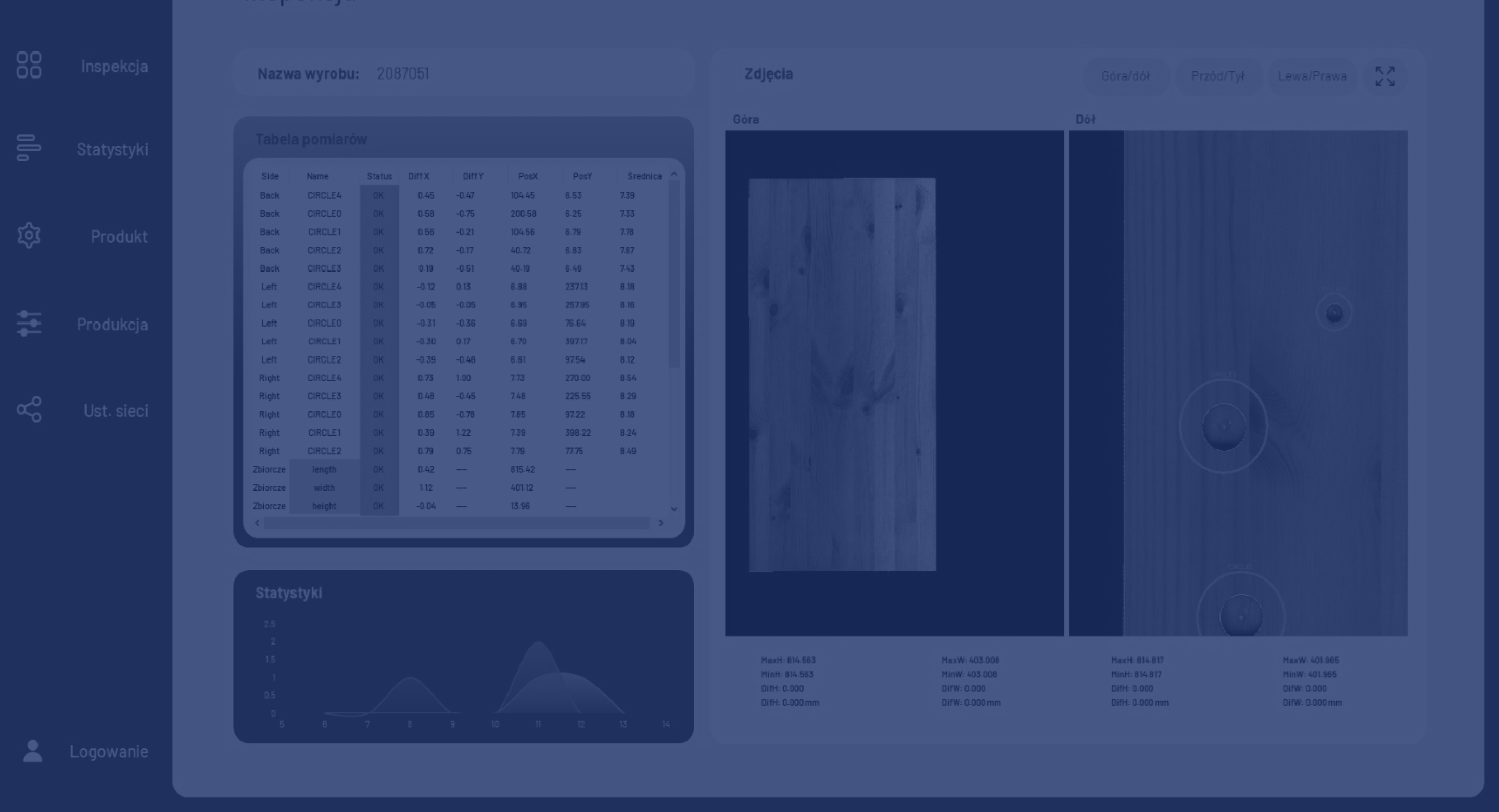
- Panel dotykowy z całą gamą funkcjonalności przeznaczonych do sterowania systemem: wyświetlanie bieżących wyników, instrukcji, statystyk dziennych i zmianowych, funkcje manualnego sterowania automatyką
b) Automatyzacja procesu kontroli
- Pełna inspekcja w trakcie transportu produktu pomiędzy trzema transporterami i dwoma chwytakami (pneumatyczny + napędzany przez serwo).
- Brak potrzeby zatrzymywania produktu w celu kontroli – inspekcja odbywa się „w ruchu”.
- Bezawaryjność i integracja sygnałowa między sąsiednimi stacjami
c) Oprogramowanie wizyjne
- Detekcja defektów oparta na:
- kontrastach jasności pikseli,
- algorytmach wykrywania krawędzi (edge detection),
- Algorytmach zliczania pikseli
- Możliwość:
- definiowania minimalnego dopuszczalnego rozmiaru defektu,
- włączania/wyłączania kontroli dla wybranych powierzchni,
- osobnej konfiguracji progów dla każdej kamery.
d) Integracja i raportowanie
- Przypisanie statusu IO/NIO do każdego produktu.
- Odczyt kodu Data Matrix i powiązanie z wynikiem kontroli.
- Statystyki zmianowe, dzienne i wskaźniki OEE (availability, performance, quality).
- Archiwizacja zdjęć (do 7 dni) z oznaczeniem defektów.
6. Efekty:
Automatyczna kontrola jakości to jedno z naszych core'owych zastosowań. System sprawdza każdą antenę z osobna, bez pomijania sztuk. Klient po wdrożeniu ocenił skuteczność klasyfikacji — zarówno produktów OK, jak i NOK — jako 100% według własnych kryteriów jakości. W każdym systemie detekcji zakładamy minimalny margines błędu na poziomie 99,9%.
- eliminacja błędów ludzkich w inspekcji wizualnej,
- wczesne wykrywanie defektów produkcyjnych,
- stałe kryteria jakości IO / NIO,
- pełna identyfikowalność produktu i dane jakościowe,
- poprawa wskaźników jakości i stabilności procesu.
Zobacz pozostałe artykuły




.png)