Automatische Qualitätskontrolle von Antennen
Automatische Qualitätskontrolle von Antennen
Der Schweizer Hersteller von Antennen sah sich mit mehreren konfrontiert
Wichtige Qualitätsprobleme:
1. High Complexity of the product
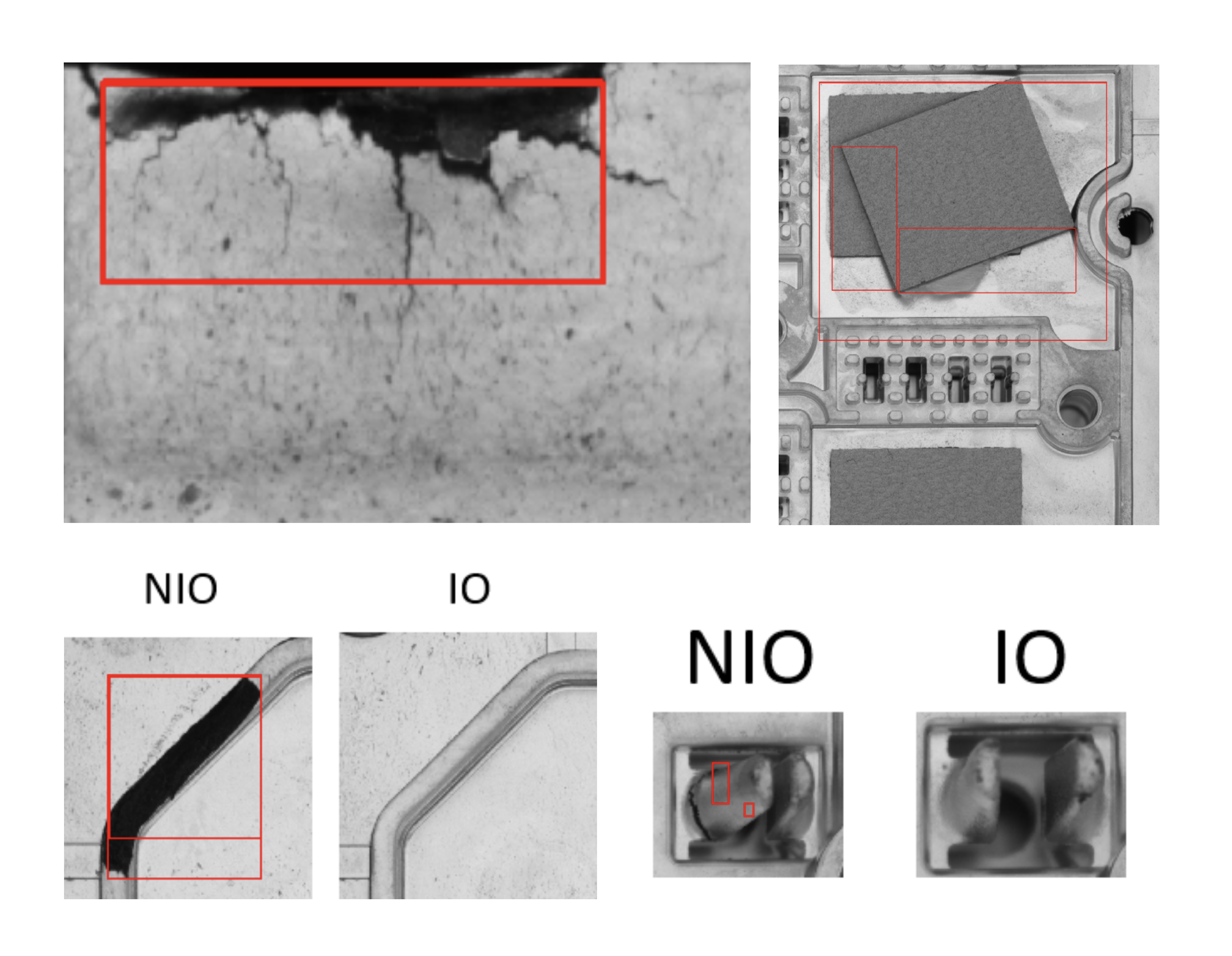
Die Antennen sollten auf jeder der sechs Seiten überprüft werden, die sich optisch voneinander unterscheiden können. Jede der Antennen ist aus vier Teilen zu einem Ganzen zusammengesetzt, sodass Unregelmäßigkeiten an den Seitenflächen auftreten können (Sie können die Verbindung der Schichten sehen).
Jede der Antennen muss außerdem gleichmäßig mit einer Vergoldungsschicht bedeckt sein. In the check of the surface quality critical elements must be search after Dects with a size of only 0.5 mm, which can be considered by human eyes easily.
We speak from microdamage, kratzers, risses, burn and not materials, which are occur on all possible areas, including convex path. Zusätzlich werden sogenannte „Pads“ hinzugefügt, die auf der Oberseite der Antennen geklebt sind und deren Richtigkeit ebenfalls überprüft werden muss.

2. Gefahr vorübergehender Mäckel
Duktes as failure of the surface can lead, damage damage or microdamage to the surface can lead to failure of the end product. Jeder der oben genannten Fehler kann beim Endkunden zu einer Fehlbedienung der Antenne im Produkt führen, was wiederum zu einer höheren Anzahl von Beschwerden und finanziellen Verlusten führt.
.png)
3. Mangelnde Konsistenz und mehrere Kavitäten der Steuerungen
The check of defects by customers has already after the complete production — that had result that the quality controller during the layer hunderte or tausende of parts gleichzeitig. Est after the check not continued. In der Folge wurden viele Fehler weggelassen oder als „das ist immer noch ok“ gekennzeichnet, obwohl es tatsächlich bereits um einen echten Fehler handelte.
Aus unserer Sicht bestand das Problem des Kunden genau darin: The less control during the actual production, es reichte aus, dass eine der Maschinen im Prozess kalibriert wurde, nie es bemerkte (weil niemand sie überprüfte) und die gesamte Ladung oder der größte Teil davon hatte un fără nești. Und niemand will Hunderte von Spielen genau wegwerfen, die bereits gespielt wurden und den gleichen Fehler aufweisen.
Und hier ist ein gigantischer Fortschritt für sie - the control of slots on our page, and they are already in the lage, regularly repeated problems in real time. Und im Nachhinein konnten sie wenig tun.
4. Integration mit der Produktionslinie
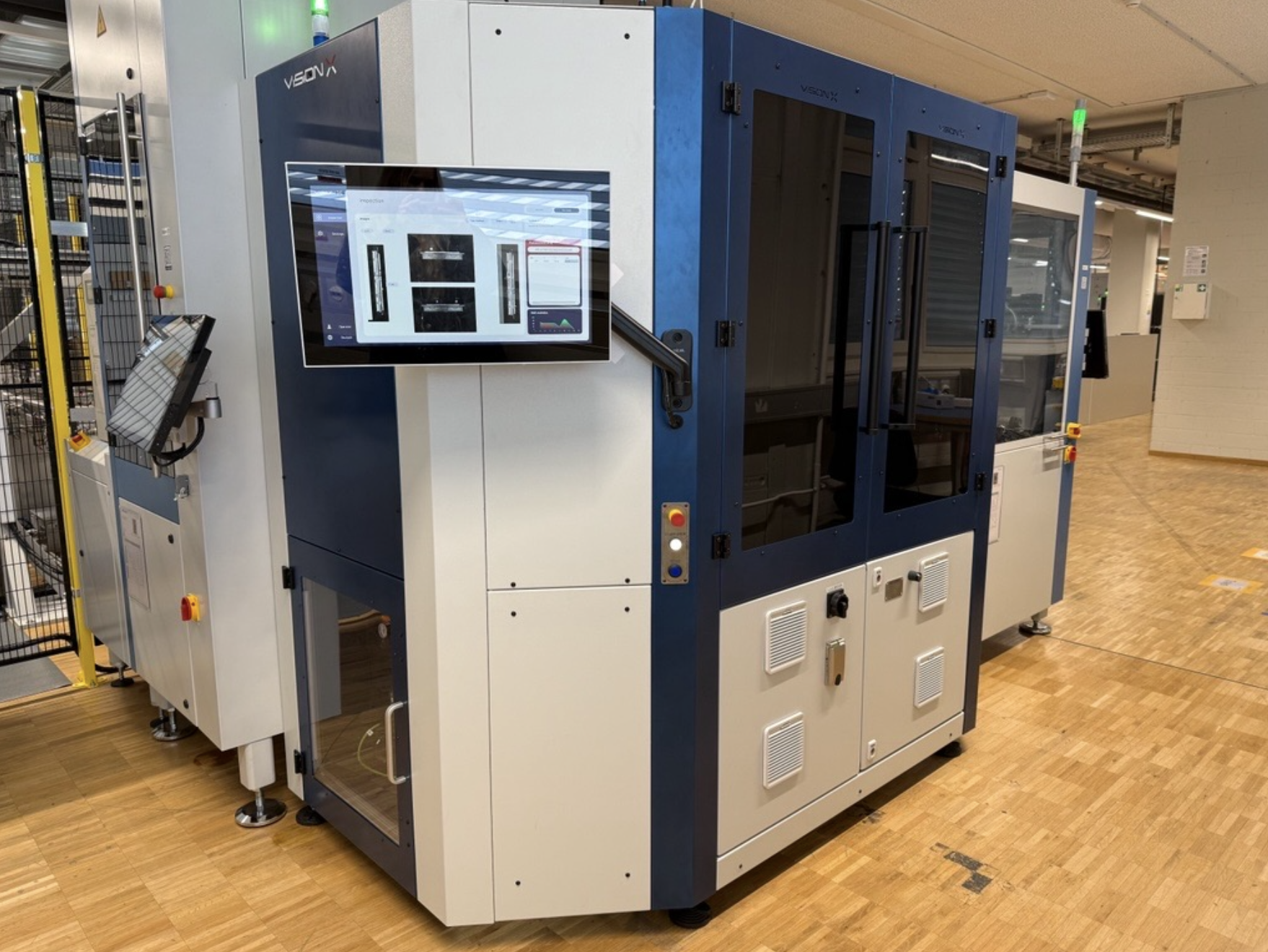
The control system has completely integrated in the connected machines (SMEMA standard, communication with the ASYS server) and should no element that limited the range of the line. The required taktrate: 15 seconds per piece, during the implementation solution was real performance of about 8 seconds per piece. The system was therefore no einschränkend factor in the process and both an significant efficiency play room to increase the production rate.
5. Unsere Lösung
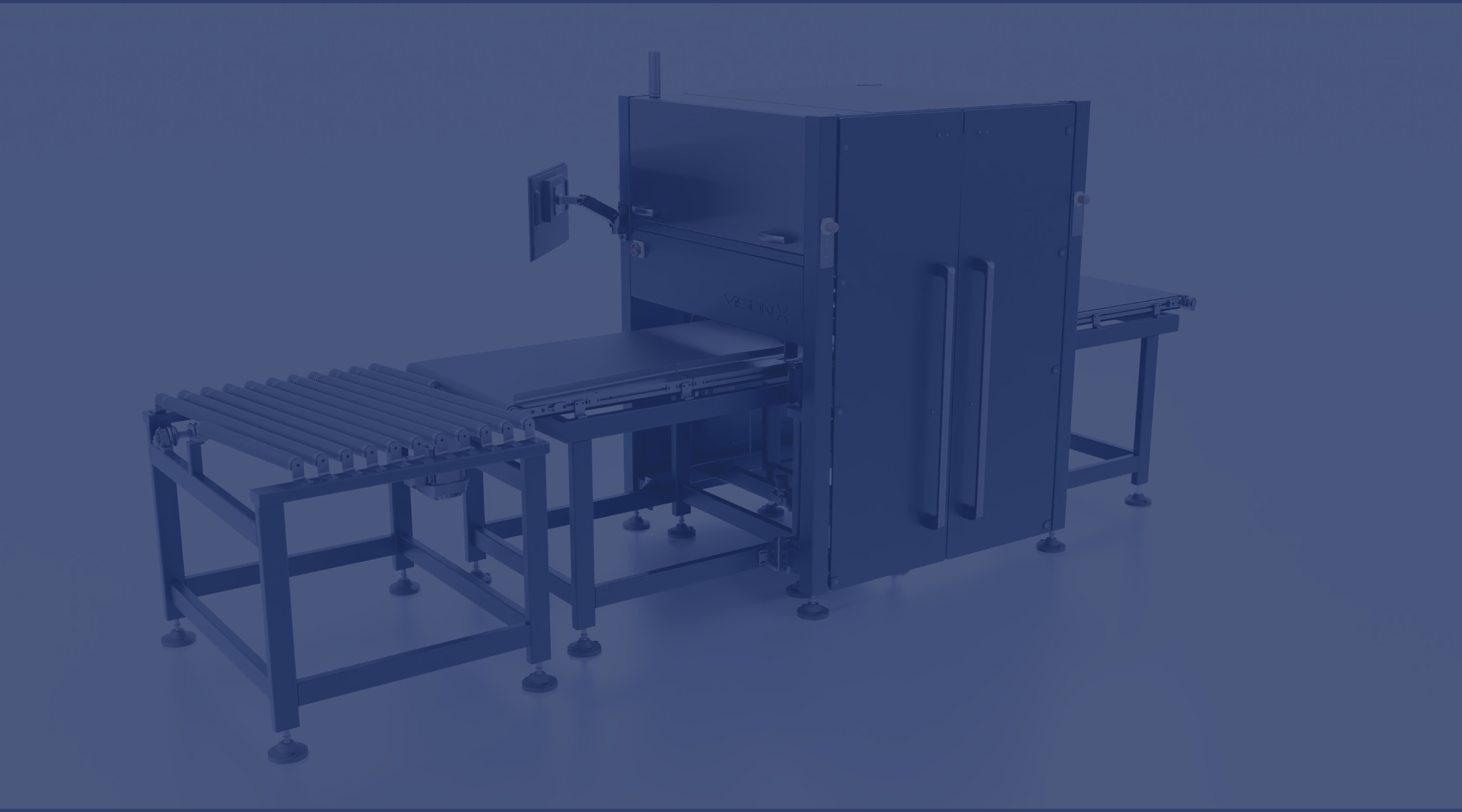
Als Antwort auf die oben genannten Probleme haben wir implementiert Automatisiertes Bildverarbeitungssystem zur Antennenqualitätskontrolle, deren Kernelemente sind:
a) Technische Architektur
- 8 Industriekameras:
- 6 lineare Kameras (Linescan) zur Inspektion von Oberflächen, Böden und Deckflächen,
- 2 Kameras (Zone) (Areascan) zur Steuerung der Vorwärts- und Rückseite der Antenne.
- Das System verwendet für jede Kamera eine eigene Beleuchtung, mit Ausnahme der drei Kameras, die für die Inspektion der oberen Oberfläche der Antenne zuständig sind und eine gemeinsame Lichtquelle verwenden.
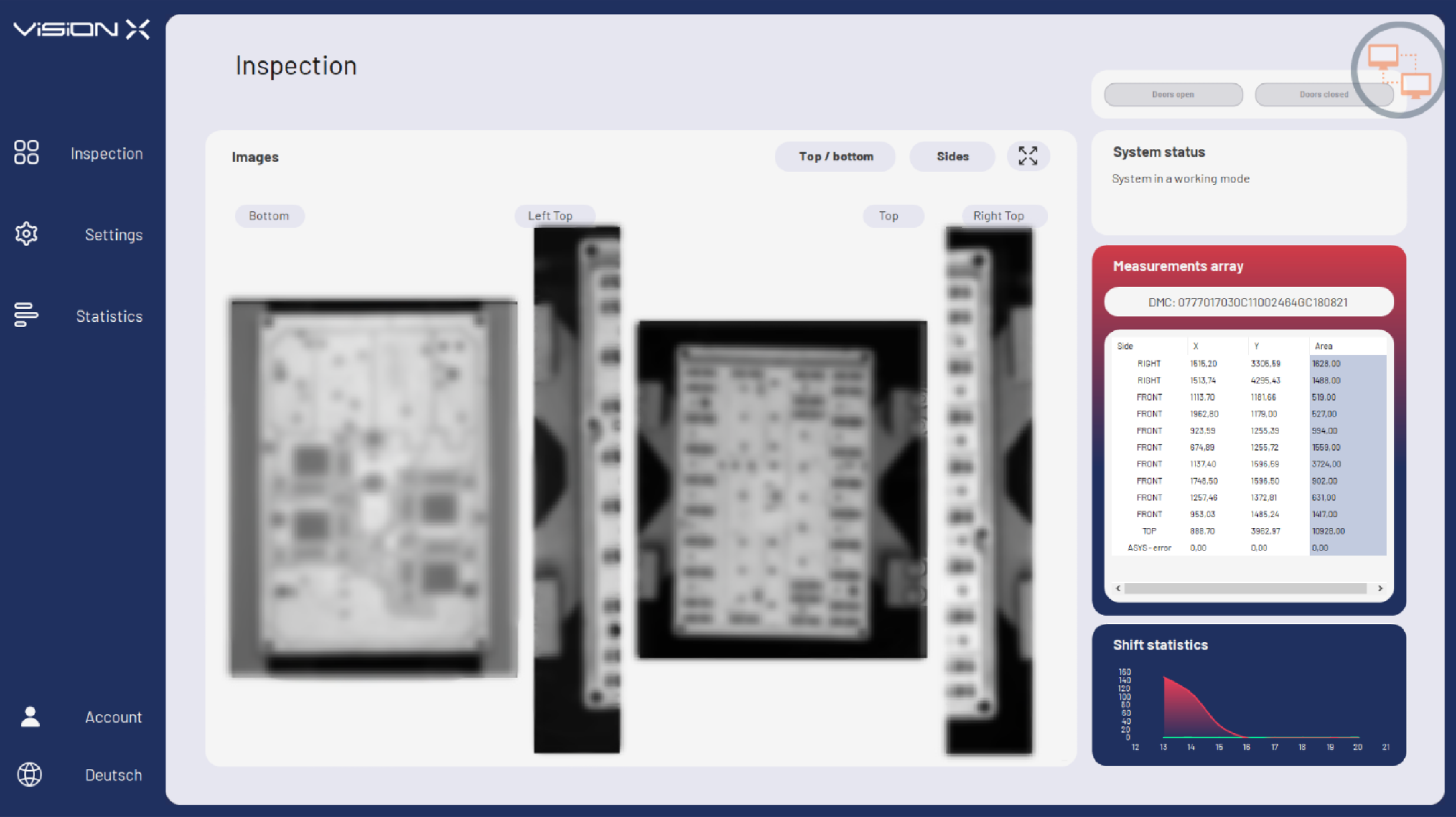
- Touchpanel mit allen Funktionen zur Steuerung der Systeme: Anzeige der aktuellen Ergebnisse, Anwendungen, Tage- und Schaltungsstatistiken, Funktionen der manuellen Steuerung der Automatisierung
b) Automatisierung von Kontrollprozessen
- Vollzeit-Inspektion Produkt Transport Während zwischen drei Förderbändern und zwei Greifern (pneumatisch und servoangetrieben).
- Das Produkt muss nicht zur Inspektion hinzugefügt werden - die Inspektion findet „unterwegs“ statt.
- Absturzsicherheit und Signalintegration über mehrere Stationen
c) Bildverarbeitungssoftware
- Fehlererkennung auf der Grundlage von:
- Kontrastieren Sie die Helligkeit des Pixels,
- Algorithmen zur Kantenerkennung
- Algorithmen für die Pixelauswahl
- Magnitude:
- Du definierst die Mindestgröße der Fehlers,
- Aktivieren/deaktivieren Sie die Bedienelemente für exponierte Oberflächen,
- Separate Schwellenwertkonfiguration für Heizkamera.
d) Integration und Berichterstattung
- Sie weisen jedem Produkt den IO/NIO-Status zu.
- Lesen Sie die Data-Matrix-Codes und das Design mit dem Testbericht.
- Enderungsstatistiken, Tagesstatistiken und OEE Indicators (Availability, Performance, Quality).
- Fotoarchivierung (bis zu 7 Tage) mit Defektmarkierung.
6. Prüfungen:
The automatic quality control is a our core applications. The system test Eats Antennentrenner, ohne Spiele zu überspringen. Nach der Implementierung bewerteten die Experten die Wirksamkeit der Klassifizierung — sowohl OK- als auch NOK produkter — wie folgt 100% nach Ihren eigenen Qualitätskriterien. In jedem Erkennungssystem gehen wir von einer minimalen Fehlerquote von 99,9%.
- Beseitigung menschlicher Ängste beim Sicherheitstest,
- Anerkennung von Leistungsmerkmalen,
- permanente IO/NIO-Qualitätskriterien,
- vollständige Zuverlässigkeit der Produkt- und Qualitätsdaten,
- Verbesserung der Indikatoren für Qualität und Stabilität des Prozesses.
Weitere Artikel ansehen